
+21 °С
Облачно
Что увидел фотокор
21 Ноября 2025, 11:16
Сколько наволочил - столько и получил
Когда я начинал свою рубрику, а было это больше полутора лет назад, думал, что первым предприятием, куда пойду менять свою нынешнюю профессию, станет комбинат, наш доблестный БМК. Однако вернуться к делу, которому меня когда-то учили в СПТУ № 25, до сих пор не получалось.

Решил напомнить о себе: так, мол, и так, пробую разные работы, а на комбинате до сих пор не был. Учитывая, что БМК всегда считался градообразующим предприятием, как-то это неправильно. Тем более и диплом соответствующий имеется. Меня выслушали и дали добро.
Предварительно основательно проверила меня служба безопасности. Рассказал им свою биографию, объяснил, что хочу найти в нашем городе и районе такое рабочее место, где трудиться – одно удовольствие. И не просто отыскать, а рассказать читателям нашей газеты об этом. Итак, в 6.30 утра 13-го числа текущего месяца должен был я стоять у проходной СПКП, что в Нижнем селении. Решил попробовать стать хотя бы на день волочильщиком. Работать буду в первом цехе.
Всю ночь накануне этого важного события я почему-то не мог заснуть (волновался, что ли). На часах – четыре утра. Я ещё не спал. А в пять – я уже не спал. В 6:30, как условлено, стоял у проходной. Встретился с ведущим специалистом отдела внешних и внутренних коммуникаций БМК Андреем Ивановичем Беляковым, который сопровождал меня по территории комбината.
У первого цеха нас встретил начальник волочильного участка (раньше эта должность называлась старший мастер) Михаил Николаевич Фёдоров.
Мне провели инструктаж по охране труда и технике безопасности, выдали спецодежду, очки и зелёную каску. Думаю, ничего удивительного, всё логично и продумано. Люди должны видеть и знать, что в цехе новенький, «зелёный», так сказать.
Мы прошли в помещение, где проходила смена встречных - такое мини-собрание, или встреча отработавших ночную смену с заступающими на работу с утра. Там решаются текущие вопросы по заказам и маркам проволоки, рабочие получают задания на смену, устанавливают настройки волочильных машин и т.д. Всё это - не только разговоры, потому что рабочие схемы, графики и задачи демонстрируются в виде слайдов на экране телевизора.
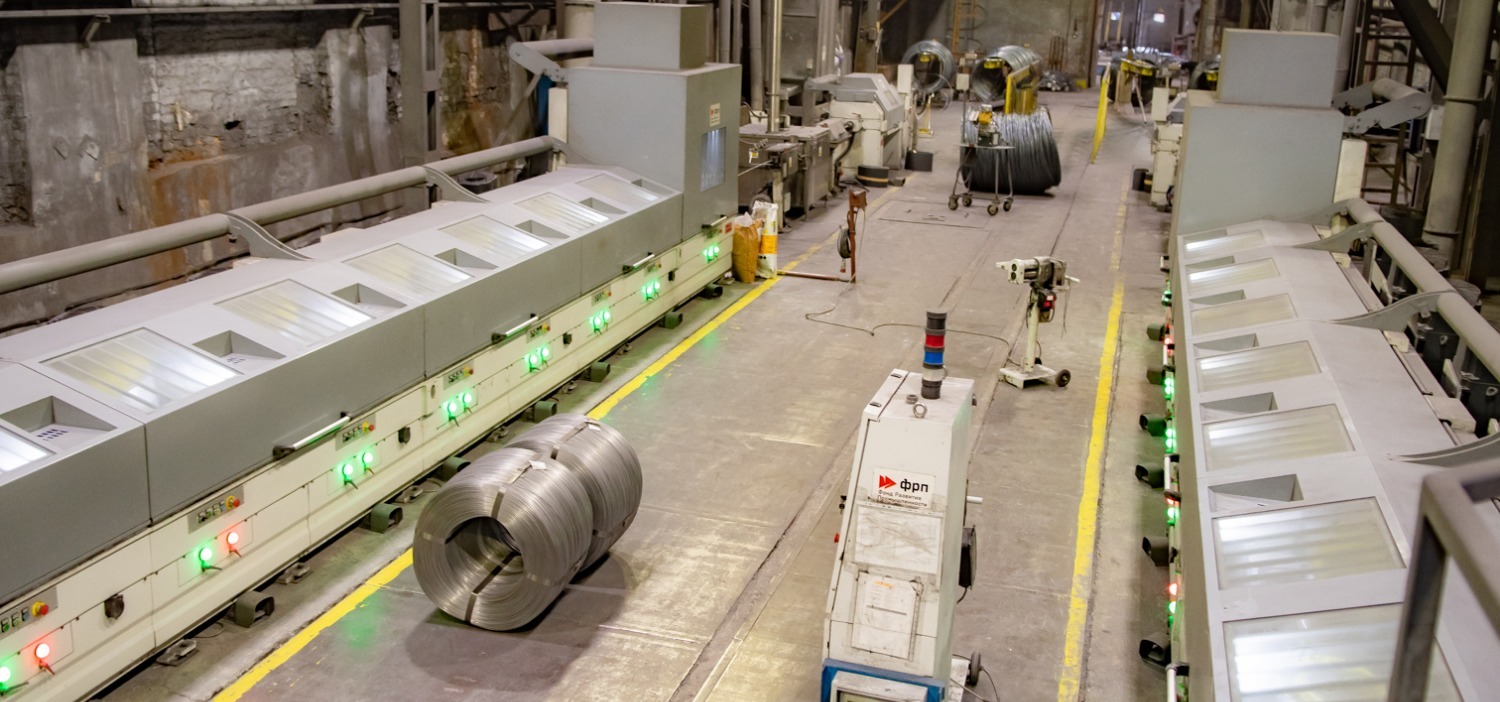
После этого волочильщики получают наряд-задание на каждую машину, где всё расписано: с какой проволокой, какого диаметра нужно отработать, какая марка стали, номер плавки и т.п. Пройдя краткий инструктаж и расписавшись в журнале по технике безопасности, в сопровождении Фёдорова мы идём на участок волочения, там производят проволоку для дальнейшего передела под разные заказы внутри комбината, но в основном – для дальнейшей обработки в 1-м и 4-м цехах. Из заготовки (катанки) диаметром от 5,5 до 8 миллиметров в конечном итоге получаются канаты, пружины, гвозди и многие другие изделия, необходимые в разных отраслях народного хозяйства.
По пути к волочильному стану № 7 узнаю, что график работы волочильщиков 12-часовой: с утра, в ночь, из ночи и выходной. Перерыв на обед - 42 минуты. Михаил Николаевич по ходу проводит небольшой ликбез, рассказывая о тонкостях профессии. Кое-что я знал, конечно. Нас учили, что в процессе термообработки металл меняет свои свойства, но вот то, что проволока в процессе волочения упрочняется, я как-то и не думал даже. Хотя, это логично: металл, проходя сквозь фильеры (волочильные волоки), обжимается, деформируется - значит, становится прочнее. Но получить из заготовки, скажем, диаметром 8 мм проволоку 2, 3 или 4 мм без термообработки невозможно. Это и есть «передел». То есть сначала из более толстой проволоки делают меньший диаметр, потом - термообработка. В результате структура металла изменяется, нормализуется. Дальше – изготовление проволоки более тонкого диаметра. Это в теории. И кратко. А мне хочется практики!
Говорю Михаилу Николаевичу, чтобы мне позволили что-нибудь сделать, например, сварить два конца проволоки. Я это смогу, ведь когда-то термистом работал, я умею!.. Ну, или что-то другое. Андрей Иванович, мой сопровождающий, добавил:
– Или «заострить» дайте ему…
Знаю, что заострить на языке волочильщиков означает равномерно уменьшить по толщине (на конус) конец проволоки (15-20 см) для того, чтобы она в волоки проходила свободно. Делается это на специальном оборудовании довольно просто. Но начальник участка неумолим:
- Сделать тебе сегодня мы ничего не дадим! Если только, как ты просишь, сварить пару концов проволоки. И то из брака. А что будет, если в месте сварки в процессе работы машины проволока порвётся, знаешь? Ведь придётся заново протаскивать проволоку через всю машину, а процесс этот небыстрый. Значит, волочильщик потеряет время. Соответственно, это повлияет на выполнение плана и отразится на его заработной плате, - сказал как отрезал Фёдоров.
Отмечу, что те, кто устраивается в цех на работу, сначала с наставником ходят и внимательно смотрят, узнают принцип работы и устройство оборудования. Так что первые 10-15 смен ученик вникает в процесс. Может, конечно, выполнять какие-то несложные операции. Примерно через месяц по рекомендации наставника начинает работать самостоятельно, но под присмотром инструктора. Через три месяца сдаёт экзамен, после чего ему присваивается разряд. При этом нормы для учеников занижены, не такие, как у опытных волочильщиков.
- Тебе повезло, сегодня работает одна из самых лучших и опытных смен волочильщиков не только нашего цеха, но, думаю, всего комбината. И машины на этом участке практически новые, - добавил начальник участка.
Машина (волочильный стан), на которой я должен был поработать, итальянского производства, работает меньше пяти лет (такие обычно действуют не одно десятилетие). В первом цехе их четыре, были приобретены комбинатом ещё до санкций. Машина современная, надёжная. Но и её необходимо ремонтировать и обслуживать. В первом цехе, как и в других подразделениях комбината, это делается регулярно.




Василий Анатольевич Кислов
Мой наставник – волочильщик со стажем больше 25 лет - Василий Анатольевич Кислов.
20-летним парнем в 1999 году пришёл он на завод после службы в армии, был учеником волочильщика в 12-м цехе. Проработав 7 лет, отправился на завод в Свердловской области, а после рождения дочери вновь вернулся в Белорецк. Работа волочильщика ему нравится. И график, по которому трудятся волочильщики, тоже.
А на вопрос, что самое трудное в его работе, Василий ответил так:
- В работе волочильщика самое трудоемкое – настроить машину и запустить процесс волочения. Бывает, конечно, всякое: обрывы, поломки роликов или волок. Но это всё рабочие моменты. Я научился с ними справляться, и работа мне не в тягость. Машины на нашем участке современные, все параметры выводятся на пульт управления. В случае какой-то неисправности или нештатной ситуации автоматика сама останавливает технику. Бывает, что требуется помощь напарника, работающего в смене. Например, при переходе с одного диаметра на другой. Одному в таких случаях настроить машину на хорошую работу просто невозможно, - считает волочильщик.

Никита и Алексей Апросичевы
Познакомился я и с коллегой Василия - Алексеем Сергеевичем Апросичевым.
Стаж его работы - тоже четверть века. И знакомы они с того времени, когда получали азы профессии в училище.
Уточню, что в первом цехе трудятся трое Апросичевых. Старший – Александр Игоревич, дядя Алексея, который в своё время и привёл работать в цех племянника. Следом идёт Алексей, он в свою очередь привёл в цех сына Никиту (до этого работавшего в канатном цехе). Теперь сын трудится волочильщиком рядом с отцом, на соседней машине и на том же участке.
Пока мой официальный наставник Василий Кислов был занят производственным процессом, а у Алексея выдалось несколько свободных минут, я попросил его показать, как сваривают катанку. Василий Анатольевич в это время краем глаза наблюдал за мной, видимо, по-настоящему отвечал за новичка перед начальством. Но я вовсе не собирался сделать какую-нибудь глупость или залезть туда, куда не нужно. Алексей показал и рассказал о сути процесса. Как мне показалось (не знаю, правильно это будет звучать или нет), происходит всё в полуавтоматическом режиме. Два конца проволоки зажимаются в сварочном аппарате, нажимается кнопка, и проволока начинает плавиться, сливаясь воедино. Затем место сварки обтачивается на наждаке. И всё!
Я попробовал сделать это самостоятельно. Когда завершил, Алексей попросил согнуть несколько раз проволоку в месте сварки. Сделал. Соединение не сломалось.
Посмотрел на Василия – тот улыбался. Правда, я не понял - почему: от того, что у меня получилось, или из-за того, что я знаком с нужным минимумом знаний о волочилке и уже собираюсь уходить, значит не буду надоедать со своими вопросами…
За время, которое я провёл в цехе, Василий Кислов и Алексей Апросичев выдали по четыре тонны продукции – проволоки диметром 2,63 мм. Скорость её намотки – 7 метров в секунду (это 25 км/ч). Нормальная работа! Они оба так и сказали.
Да уж, не сидячая, но работать можно. Замечу, что поговорка: «Сколько наволочил – столько и получил!» - до сих пор актуальна. Надеюсь, я не помешал им отработать норму.



Начальником цеха № 1 работает Андрей Александрович Залавин.
Под чутким руководством своего первого наставника Вячеслава Юрьевича Корнеткина он тоже начинал трудиться с 1999 года волочильщиком в сталепроволочном цехе № 4.
В цехе № 1 сегодня работают 212 человек. Основные специальности: волочильщики и калильщики (термисты), водители тележек, есть ещё упаковщики, контролёры, весовщики, крановщики. В месяц выпускают более 3,5 тысячи тонн продукции.
К сведению: в цех готовы взять на работу волочильщиков, калильщиков и водителей тележек. Возрастных ограничений при приёме на работу нет (было бы здоровье и желание работать), там всему научат.
Когда статья готовилась к печати, я связался с металлургическим колледжем и узнал, что в этом году по специальности волочильщик проволоки они выпустили девять человек, а также пять машинистов по навивке канатов.
К весне следующего года Белорецкий металлургический колледж подготовит примерно столько же молодых специалистов. Маловато, конечно. Комбинат готов принять больше.
Акционерное общество «Белорецкий металлургический комбинат» (АО «БМК») – одно из крупнейших метизных предприятий России, основанное в 1762 году.
С 2003 года комбинат входит в Группу «Мечел», объединяющую производителей угля, железной руды, стали, проката, ферросплавов, тепловой и электрической энергии.
Наш завод – один из основных производителей метизов в России: на Белорецком металлургическом комбинате изготавливают пятую часть всех метизов страны. Продукция предприятия востребована практически во всех отраслях промышленности. БМК не стоит на месте: продолжается внедрение проекта по модернизации сталепроволочно-канатного производства. Его реализация позволила коллективу выйти на новый этап развития: выпускать более качественную продукцию и в перспективе сделать производство экологичнее и безопаснее.
Сегодня на комбинате трудятся порядка 4400 человек. Самыми востребованными профессиями являются: волочильщики проволоки, машинисты по навивке канатов, намотчики проволоки, слесари, электрики, специалисты по продажам, инженеры-технологи и инженеры-исследователи.
Ещё больше новостей – на нашем канале. Читайте нас в Телеграм https://t.me/belrab и в MAX


